
ECL 11Telefunken v provedení ocelová KE
Zpět na obsah Radiotechniky Předchozí část
Seriál sestavil s využitím různých pramenů Franta Peřina, překlad textů z německých pramenů zajistil Miroslav Horáček. Použitá literatura bude uvedena za posledním dílem seriálu.
Začínáme třetí, již poslední část našeho povídání o historii kovových elektronek. Na podzimní klubové aukci jsme zažili překvapení: v prodeji se objevila ocelová elektronka ECL 11 výroby Telefunken! Zdá se, že její původní majitel si vzal pobídku k probírce zásob elektronek k srdci a ejhle! - našel poklad! Z toho lze vyvodit jednoznačný závěr, že totiž do sériové výroby byly zavedeny nejen UCL 11, v rozporu s tvrzením v článku J. Roschyho. Rokycanský objev, ocelová ECL 11 sice měla spálené žhavení, ale přesto je její nález malou historickou raritou. Šťastný kolega sběratel má vzácnou elektronku, my ostatní si ji prohlédneme na snímku M. Hájka. Rozdíly v rozměrech baňky ve srovnání s "normální" KE jsou dobře patrné.
ECL 11Telefunken v provedení ocelová
KE
Jsme zvědavi na další překvapení? Ani "normální" ocelové nejsou navenek všechny naprosto stejné! Pozornou prohlídkou své zásoby celokovových KE zjistíme rozdíly v provedení na první pohled nepříliš nápadné. Na obrázku vlevo je nejstarší konstrukce celokovové KE vyráběná od jara 1938 do začátku r. 1940, uprostřed je verze se sníženou baňkou (od začátku r. 1940 do začátku r. 1942) a vlevo je vývojově poslední "nová" verze (cca od konce 1941 do 1945). Díky zjednodušenému systému uchycení patice má "nová" verze nejmenší výšku, přestože tělo baňky je poněkud vyšší. Připojená tabulka vyjadřuje časové úseky produkce jednotlivých verzí. Vysoká od jara 1938 do začátku 1940; nízká od začátku 1940 do začátku 1942; nová ve výrobě až ke konci 1941. A když prohlédneme své celokovové kompakty ještě pozorněji, zjistíme také rozdíly v upevnění bakelitové paticové desky.

Porovnání konstrukčních rozměrů KE v různých
obdobích výroby, foto z čas. Funkgeschichte
Kdo právě nemáte náladu nebo čas na další nimrání v podrobnostech konstrukce ocelových KE a jejich náhrad, nechejte se alespoň inspirovat obrázky a odložte podrobnější studium na jindy. Na pořadu jsou nyní opravdu malilinkaté lahůdky. Následující obrázek (zdánlivě podobný jako ve FG) fotografoval kolega Hájek záměrně tak, aby vynikly nejen rozdíly v konstrukční výšce, ale také aby na první pohled vynikla nepříliš patrná podrobnost v uchycení bakelitové patice ke kovovému tělu: u obou lamp vpravo zřetelně vidíme shodné provedení úchytu spodního límce baňky pomocí jazýčku vlisovaného do výřezu v bakelitové desce patice. Spojení těla s paticí u "nového" typu je řešeno jinak.

Dalšípodrobnosti: různá provedení úchytů těla
baňky k patici
Technologická operace upevnění bakelitové patice s vodicím klíčem a kontakty do dolního kovového límce baňky doznala v průběhu vývoje určitých změn. Nejstarší způsob upevňování ukazuje připojený obrázek z čas. Funkgeschichte: z límce vyčnívaly 4 jazýčky, které po ohnutí dovnitř přesně zapadly do výřezů na obvodu bakelitové desky patice.

Baňka ocelovéKE přichycena k patici 4
jazýčky.
Baňkapřichycena k patici 2 jazýčky a 2
prolisy.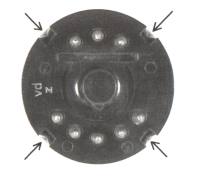
Baňkapřichycena k patici 4 prolisy, vidíme
zřetelné stopy po důlčíku.
Patice na dalším obrázku je uchycena jen dvěma jazýčky, ve zbývajících dvou výřezech je plech límce pouze zdeformován promáčknutím dovnitř. Zjednodušení technologie mohlo být motivováno jak úsporou technologickou (dva úkony odpadly) nebo materiální (každý gram oceli je dobrý, zvláště ve válce) anebo oběma důvody. Technologie čtyř a později dvou jazýčků se týká pouze KE velké a malé konstrukce. KE ze sérií těsně před zavedením nové konstrukce (viz porovnání rozměrů) už neměly jazýčky žádné, patice byla upevněna pouze dostředivou deformací okraje límce nástrojem podobným důlčíku - což napovídají stopy po nástroji v místě prolisu. KE nové konstrukce měly bakelitovou patici k základnímu ocelovému talířku přilepenu lepidlem neznámého složení, ale zřejmě vynikající kvality.
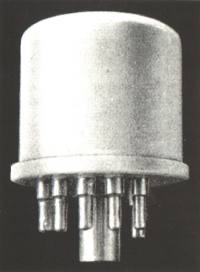
Německý sběratel H. Schmidt-Pauly objevil v pozůstalosti po inženýrovi, bývalém pracovníkovi ve vývoji firmy TECADE, dvě velmi záhadné ocelové KE výroby Telefunken. Zdá se, že pocházejí z nějaké pokusné série. Elektronky mají zcela ojedinělé uspořádání kolíků i vodicího klíče bakelitové patice. Obvyklé uspořádání kolíků je 3+5, zde vidíme kolíky symetricky rozděleny do dvou řad po 4. Roubík vodicího klíče nemá postranní výstupek, ale je tvarován do dvou plošek navzájem svírajících úhel 90°. U tohoto provedení již také vidíme zářez pro stínicí plech. Elektronky mají typové označené EDD11 a EZ11. Na baňkách vidíme razítko se starou hvězdou Telefunken, ale s údaji 6,3 V a D.R.P, což je významným dokladem dřívějšího data výroby, neboť razítky tohoto tvaru byly označovány starší nožičkové i lamelové elektronky Telefunken. Obě elektronky jsou na ploše patice označeny ručním číslováním "Bz 159 135 (EZ11) a 1059 422 (EDD11). Razítko "wi" znamená podle datového kódu firmy 6.37, tedy datum výroby červen 1937. Datování je dokladem původu z pokusné série, protože výroba a prodej ocelových KE byly zahájeny teprve na jaře 1938.

KE z pokusnésérie, červen
1937.
Již jsme zde měli elektronky "ocelové z oceli", "ocelové ze skla", a "ocelové-skleněné" (Tungsram Wien). Výčet materiálů, ze kterých se vyráběly tyto KE (kompaktní elektronky) by nebyl úplný, kdybychom zapomněli na jinou německou firmu, která předvedla koncem 30. let minulého století kompaktní elektronky z keramiky. Firma byla založena počátkem 30. let v malém městečku Hermsdofr u Gery v Durynsku, pod obchodním názvem Hermsdorf-Schomburg-Isolatorengeselschaft, zkráceně HESCHO. Zabývala se výrobou VF keramiky. Firma vyvinula zřejmě velmi dobrou technologii, protože výrobky se po vypálení vyznačovaly kromě vynikajících VF izolačních vlastností také vysokou pevností a trvanlivostí. Není proto divu, že se koncem třicátých let její technici inspirovali kampaní kolem německých ocelových KE a pustili se do projektu, který v té době, ale patrně ani nikdy poté neměl ve světě obdoby. Již v r. 1939 předvedla HESCHO na výstavě Funkausstelung revoluční projekt: plně keramické přijímací elektronky! Samozřejmě elektronový systém byl z kovu, z keramiky byla konstrukce baňky a patice. Jak ukazuje obrázek, inspiraci našli v tehdy nově zaváděných ocelových elektronkách Telefunken.
Keramickáelektronka fy HESCHO, rok
1939
Bohužel se žádný exemplář nezachoval. Podle uspořádání systému se zdá, že pokusný vzorek byl elektricky podobný jako ECH11 nebo EBF11. Ještě pozoruhodnější byl návrh plně keramické miniaturní elektronky ve tvaru kostky, kterou vidíme na dalším obrázku. O této elektronce referoval také náš dobový odborný tisk (Radioamatér).
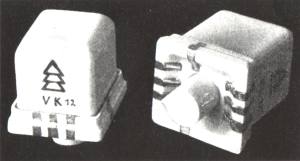
Keramickáelektronka fy HESCHO, kostka, r.
1939
Kromě neobvyklého typového označení "VK12" (žhavicí napětí??) vidíme na těle elektronky znak tří trojúhelníků nad sebou připomínající vánoční stromeček. Jde o stylizaci VN keramického izolátoru z produkce firmy. Znak sestávající ze tří trojúhelníků (D je řecké písmeno DELTA) dal podnět k později zavedenému názvu firmy TRIDELTA… ale to bylo až po roce 1990. V r. 1945 se HESCHO dostala pod nucenou sovětskou správu, s názvem "Keramisches Werk HESCHO-KAHLE in der SAG "Kabel". SAG = Sowjetische Aktien Geselschaft. Význam tohoto nevelkého závodu pro Sověty dokládá skutečnost, že byl do německých rukou navrácen až 7 roků po válce. Po r. 1990 přijal podnik zmíněný název "TRIDELTA AG" a v tehdejším privatizačním zmatku (na území někdejší DDR!) údajně jen zázrakem unikl likvidaci. Z článku H. Börnera, který referuje v čas. FG o keramických elektronkách, se sice dozvídáme mnohé podrobnosti o historii firmy, která světu předvedla neuvěřitelná kouzla s keramickou hmotou, nepřináší však žádní technické údaje o tom, co by nás zajímalo v první řadě. Bohužel ani český Radioamatér, který r. 1939 rovněž referuje o těchto keramických miniaturách, kromě uvedené fotografie neuvádí také žádné podrobnosti. Zapadly tedy tyto velmi zajímavé exempláře do propadliště dějin elektroniky bez naděje, že se o nich dozvíme něco více, než prozradí pouze dobový propagační snímek? Nápad s keramickou elektronkou však byl vzkříšen o 15 let později
Keramickásubminiaturní elektronka GE
(USA),
r. 1956 (řez). Výška 10,7 mm, průměr 8,2
mm.
Náš časopis Sdělovací technika přináší v období 1955/56 tři zajímavé redakční články o projektu skládaných keramických elektronek. Jde o kompaktní keramické subminiaturní elektronky (triody, diody, tetrody a pentody, popř. v provedení se dvěma systémy v jedné "baňce") z projektů amerických firem EIMAC, SYLVANIA a GENERAL ELECTRIC. U projektu EIMAC byly sestavené elektronky bez horní uzavírací destičky vloženy do vakuové komory, komora evakuována a elektronky ještě ve vakuu uzavřeny. Užití keramiky dovolovalo zvýšení žíhacích teploty až na 650°C, při které by klasické sklo již bylo narušeno - tím odpadá nutnost použití getru. Keramická subminiatura fy GE s typovým označením 6BY4 (na obrázku) je planární trioda pro kmitočty v oblasti 900 MHz. Vzdálenosti mezi elektrodami se pohybují v řádu mikronů, přesto má elektronka napájecí parametry shodné s běžnými typy: žhavení je 6,3 V a anodové napětí 200 V. Inspirovaly se americké firmy zajímavou myšlenkou keramických kompaktů německé fy HESCHO? Širšího využití se však ani tyto nesporně zajímavé elektronky nedožily, protože v té době již byla zaměřena pozornost na novou senzaci elektroniky: tranzistory. V té době byly tranzistory již velmi vážnými konkurenty vakuové elektroniky. Ale vraťme se ke kovovým elektronkám.
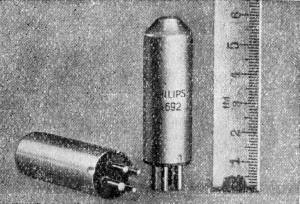
Kovovéminiaturní elektronky PHILIPS,
1939.
Vzpomeňme si, jakým směrem se ubíral vývoj největšího německého konkurenta v produkci elektronek, holandské fy. PHILIPS v dobách rozkvětu éry německých ocelových KE. Náš obrázek převzatý z Radioamatéra (roč. 1939, str. 64) dokládá, že PHILIPS díky své pružnosti a dostatku dobrých nápadů na vavřínech vydařené rudé série neusnul. Nové miniaturní elektronky (pokusná řada) měly výšku necelých 6 cm včetně kolíčků patice a průměr 15 mm. Dobový článek nepřináší bohužel žádné přesnější údaje, vzhledem k počtu kontaktů se pravděpodobně jednalo o přímožhavené triody, pokud ovšem netvořil kovový obal elektronky další kontakt. Jenže v té době již v produkci fy. SYLVANIA (USA, viz RJ 47 str. 9) spatřily světlo světa celoskleněné miniatury, což bdělému oku "starého Philipse" nemohlo uniknout, a tak vývoj zastavili a přešli na projekt klíčových loktalů řady "21", (1940-41) který nám v osazování tovární elektroniky vydržel téměř dvacet let. Nicméně - tento ve své době revoluční konstruktérský nápad nám připomíná aspoň zajímavá fotografie - je totiž téměř jisté, že tyto kovové miniatury se v předmětné podobě nezachovaly.

"Genetický"materiál německé ocelové KE
-
propagační fotografie Telefunken.
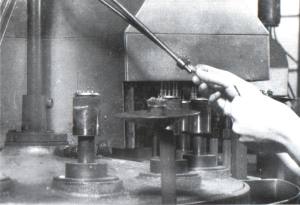
Je na čase přiblížit se k závěrečnému tématu našeho seriálu o historii kovových elektronek, výrobě. Z hromádky součástek na snímku sestavovaly šikovné ruce dělnic pomocí pinzet, drobnohledů a dalších specializovaných pomůcek elektronkové systémy, které v našich přijímačích vyhrávají dodnes. Následující řada obrázků ukazuje jednotlivá stadia vzniku kovové elektronky. O požadavcích na přesnost práce vypovídá mj. požadavek, že při změně teploty v rozmezí 300 až 900°C směly samonosné díly systému elektrod adjustované ve vzájemných vzdálenostech pouhých 0,15 mm změnit své rozměry nejvýše o ± 0,15 mm! Povrchové proudy o hodnotě vyšší, než 0,00000001A, bylo nutno jako nežádoucí vyloučit! Při SÉRIOVÉ (!) výrobě se pracovalo s podtlaky do té doby známými pouze v dobře vybavených laboratořích: 0,0000001 Torr! Systém technologických postupů a průběžných kontrol byl pedanticky přesně vypracován a také přísně dodržován.
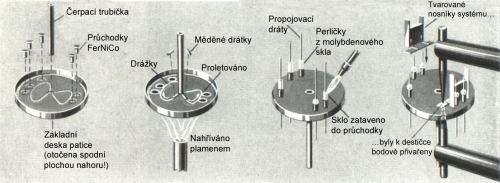
Přípravazákladní desky s průchodkami FERNICO,
bodové svařování základních prvků systému.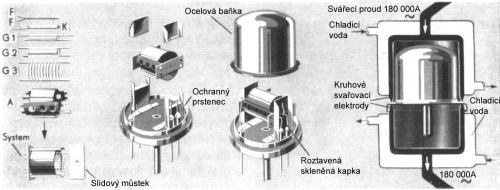
Sestaveníelektronky a přivaření ocelové baňky k
základní desce s hotovým sytémem, chlazení v průběhu svářecího
procesu.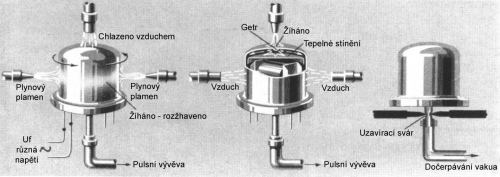
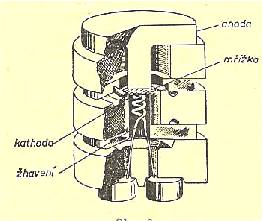
Postup žíhání,evakuace, zahořování a
getrování.
Výrobní proces ocelové KE u fy Telefunken začínal osazením průchodkových nýtů v talířcích základních desek. Do průchodek byly vtaženy propojovací dráty z legované slitiny FERNICO (připomeňme si: železo-nikl-kobalt) a průchodky utěsněny roztavenými perličkami speciálního skla. Takto připravené základy elektronek byly převezeny na další pracoviště, kde již byly připraveny ocelové baňkly s vyraženými firemními znaky a typy elektronek. Později se tyto údaje razítkovaly na povrch baňky barvou. Předzkoušené systémy se nejprve vyfoukaly stlačeným vzduchem aby se odstranily případná cizí tělesa a nečistoty. Ty by totiž mohly později při zahořování a žíhání na čerpacích automatech zuhelnatět a způsobit zkrat nebo akustické poruchy v přístroji.
Detail karuselu- úkon
cínování
Svářecí karusel byl vybaven prstencovou elektrodou která v přítlaku na okraj baňky vyvinula svářecí proud až 180.000 A při svorkovém napětí 10 V. Intenzita proudu byla řízena thyrathronem a mechanický přítlak kruhových elektrod byl stavitelný. Při poměrně malých rozměrech a hmotnosti baňky a základové desky by v okamžiku svařování došlo velmi rychle k drastickému přehřátí všech kovových částí, proto bylo během svařování nutno baňku i základovou desku intenzivně chladit proudem vody. Z téhož důvodu byl dovnitř elektronky ještě přes nasazením baňky umístěn ochranný prstenec (viz obrázek), který tepelně odstínil oblast FERNICO průchodek se skleněnými kapkami. Poté byly elektronky zkoušeny na celistvost a elektrické vlastnosti systému (zkraty!); pokud vykazovaly po tomto náročném úkonu poruchy, byly z dalšího procesu již zde vyřazeny.
Evakuace elektronky se prováděla na čerpacích automatech. Obrázek (kresba, posice první zleva) znázorňuje proces evakuace se současným žíháním. Vývěva pracovala v přesně stanovených intervalech 7-12 vteřin a vzduch z baněk byl odčerpáván na stále vyšší stupeň vakua. Současně byly plynovými hořáky rozžhaveny baňky elektronek z vnější obvodové strany do červeného žáru. Temeno baňky bylo však přitom intenzívně chlazeno vzduchem aby se nevyčerpal getr, jehož činnost měla být aktivována později. Vzduchové chlazení čerpací trubičky také brání poškození průchodek a drátů, na něž mají být později připojeny kolíky patice. Rozžhavený plášť baňky vyzařuje při žíhání dovnitř intenzívní teplo, jejímž sdílením se ohřívají díly elektrodového systému a z jeho povrchu i z vnitřní struktury kovů se uvolňuje plyn, který průběžně odsává připojená pulsní vývěva. Současně je připojením žhavicího proudu ohřívána katoda, karbonáty na povrchu katody se přemění na oxidy a katoda se rovněž zbaví plynů. Jde tedy o proces žíhání, strojní evakuaci a formování katody. V závěru tohoto procesu (druhý obrázek zleva), se zamění funkce hořáků; je ohříváno temeno baňky a boky pláště chlazeny vzduchem. Dochází k odpaření tablety getru. Po odpaření se nejprve mechanickým stlačením uzavře evakuační trubička (stále připojená na vývěvu), pak se závěr trubičky elektricky svaří a přečnívající konec trubičky odstřihne (obrázek vpravo). Aby se odpařený getr nezkondenzoval na slídových a skleněných izolačních prvcích systému, je uvnitř baňky nad systémem umístěna miska tepelného stínění. Během procesu žíhání a zahořování je žhavicí vlákno připojováno na různá napětí, nastavení a kontrolu teploty, hodnoty čerpání vakua a ostatní parametry provádí školený seřizovač. Tepelné zóny pracoviště byly opatřeny ochrannými kryty a odsávacím zařízením, což významně snižovalo vyzařování technologického tepla a exhalaci spalinových produktů plynového hořáku do prostoru pracoviště. (Pozor! Mnohá dnešní pracoviště nemají takový komfort!)
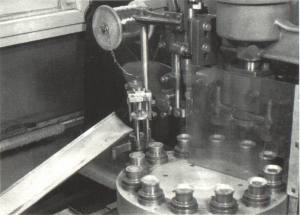
Detail karuselusvářecího stroje - úkon
přivaření baňky k základové desce.
Podávací mechanismus dopraví ještě horkou elektronku na malou skluzavku (viz fotografie), kterou sjede na kontrolní pracoviště k optické kontrole dokonalosti uzavření evakuační trubičky a pocínování přívodních drátů, čnících ze základové desky a připravených k zaletování do kolíků patice.
Montáž patice sestává ze strojního zkrácení přívodních drátů, nasazení a fixace kolíčků patice a propojení letováním. Letování se provádělo v automatické cínové lázni, jejíž cínová hladina rytmicky klesala a stoupala. Hloubka ponoření kolíčků do cínové lázně byla přesně měřena s cílem optimální (úsporné) spotřeby cínu, ale s ohledem na spolehlivost pájení. Technické zprávy zde hovoří o tzv. kapilární metodě dávkování cínu do dutin kolíčků s úsporou až 15% cínu ve srovnání s klasickou metodou pájení. Vidíte, už tehdy se šetřilo kde to jen šlo…
V důsledku předchozí tepelné zátěže na čerpacích a pájecích automatech vykazovalo určité procento elektronek poruchy, způsobené především tepelnými deformacemi dílů systému. Proto se elektronky osazené paticí kontrolovaly na jednoduchém zkušebním přístroji. Jednoduchá zkouška vyloučila případné mezielektrodové zkraty aby nebyly poškozeny citlivé měřicí přístroje používané ke kontrole provozních vlastností v dalším stadiu výroby. Touto zkouškou zkratů byla ukončena mechanická část výroby elektronky.
Dalším postupem bylo zahořování (aktivace, umělé "strárnutí"). Zde docházelo ke konečnému odplynění systému, odkysličení katody a homogenity elektronové emise. Elektronky byly umístěny v tzv. zahořovacích rámech a připojovány opět na různá žhavicí, mřížková a anodová napětí v časových úsecích od několika minut do jedné hodiny, podle typu elektronky.
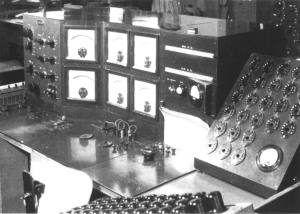
Detailzkušebního pracoviště, vpravo je částečně
vidět tzv. zahořovací rám.
Na měřicím stole výstupní kontroly probíhala prověrka předepsaných provozních hodnot včetně rezonanční křivky mikrofonického efektu elektronky. Mikrofoničnost se zkoušela jak při spojitých vibracích tak také při poklepu. Elektronky byly roztříděny podle výsledků měření, vadné se vracely zpět do výroby podle stanovené možnosti opravy závady.
Dobré elektronky dále putovaly ke stříkacímu pracovišti kde byla baňka opatřena známým povrchovým lakem. Nástřik laku byl automatizován: kruhový karusel unáší elektronky a stříkací pistole, která se svisle pohybuje, rovnoměrně nanáší ochranný lak. Průběh sušení byl urychlen v sušicím tunelu. Hodinový výkon tohoto pracoviště dosahoval standardně 1050 elektronek. I zde byl kladen důraz na bezpečnost a hygienu a zajištěno účinné odsávání výparů.
Nyní byla ocelová elektronka připravena k zabalení do odpovídajících kartonových obalů s předtištěnými typovými údaji a následovala expedice k výrobcům nebo prodejcům. Protože zpočátku sériové výroby šlo výhradně o elektronky, které měly typové údaje vyraženy ocelovou raznicí na temeni baňky, nehovoříme zde o razítkování elektronek typovými údaji a - ano, čtete dobře - údaji o "výrobci"! Produkce ocelových elektronek se samozřejmě postupně zvyšovala a hledaly se nejrůznější možnosti dalšího odbytu. A tak dnes máme ocelové elektronky s temenními razítky na hladkém černém laku od fy VALVO, PHILIPS, TUNGSRAM i od TELEFUNKEN. Němečtí autoři vyslovili pravděpodobnou domněnku, že šlo o velkovýrobu anonymních kusů - dnes bychom řekli "noname" a hotové typy byly opatřeny razítkem s údaji o původu teprve podle aktuálních objednávek. Svědčí o tom mj. i fotografie ocelové UCH 11 s logem téměř neznámé fy EAK (Elektro-Apparatenfabrik-Köppelsdorf) která přibližně v sezóně 1948/49 osazovala přijímače elektronkami pocházejícími pravděpodobně ještě ze skladových fondů posledních válečných let (jde o tzv. typ "malý", produkce do r. 1942). Ovšem pozor - na temeni této elektronky je zřetelné razítko "Philips. Made in Holland"!

Ocelová KE sbočním razítkem "EAK", malý typ.
asi r. 1941-42.
Tatáželektronka. Není pochyb, jasně zde stojí
"PHILIPS. MADE IN HOLLAND".
O tom kde byly které typy elektronek produkce "noname" vyráběny, se z válečných kontraktů mnohdy uzavíraných přísně kabinetními způsoby žádné záznamy nezachovaly. Bývalý pracovník vývojového oddělení fy. VALVO Wolfgang Scharsmidt uvádí ve své článku, že od srpna 1938 do konce roku 1939 bylo jen u fy TELEFUNKEN vyrobeno 3,6 milionu KE různých typů. Produkce KE pro vojenské účely v rozmezí 1938-45 činila téměř 6 700 000 kusů! Jaký zmatek panoval ve vztazích mezi "výrobci" dokládá Wolfgang Scharsmidt osobním zážitkem: šéf vývoje VALVO je poslal nakoupit k zástupci PHILIPS do Hamburku 50 KE elektronek výroby PHILIPS za účelem srovnávacího měření - jak si vede konkurence. V Hamburku převzali 50 elektronek v kartonech s potiskem PHILIPS a když to doma rozbalili, žasli: měli v ruce vlastní "noname" elektronky s přetiskem razítky TELEFUNKEN, která v tom spěchu velkoobchod ještě nestačil přerazítkovat na PHILIPS! Ano ano, válka-neválka, obchod především!

Stříkacíautomat a sušicí tunel. Jsou na obrázku
ty "pravé" KE anebo "noname" připravované k
razítkování?
Snad naše třídílná elektronková archeologie nabídla dostačující množství informací, aby příběh stál za povšimnutí. Snad také někoho zaujalo, že pojednání začínající u kovových elektronek se nemusí celé točit jenom kolem kovových elektronek. Závěry? …
…a úplně závěrem: autor bude ctěnému čtenáři vděčen, bude-li seriál o ocelových elektronkách vnímat také jako výraz úcty a obdivu k vynalézavosti a dělné šikovnosti všech neznámých a dávno zapomenutých techniků a dělníků tady i za velkou louží. Mnoho přímých pamětníků časů slávy ocelových elektronek již mezi námi není… Autor má za to, že éra kovových elektronek má své oprávněně důležité místo v historii elektroniky a dvacáté století může právem být nazýváno stoletím elektronky.
Zlín, 19. listopadu 2003
Literatura:
Ostatní obrazové dokumenty použité v seriálu byly převzaty z časopisu Funkgeschichte, z archivu klubové revue HRČS Radiojournal (foto M. Hájek) a z archivu autora.
(*) Ing. Emil Kuntze, autor původního německého textu ze kterého byly převzaty údaje do našeho seriálu, působil od roku 1921 ve výrobě elektronek u firem Huth, Valvo a Ultra, počátkem třicátých let krátce u fy Lorenz a poté do roku 1945 u fy Osram/Telefunken. Zemřel v roce 1986 ve věku 92 let. Původní text zpracoval Ing. Kuntze jako interní informace ze závodu Telefunken-Röhrenwerk Berlín. Jde o dosud nepublikovaný rukopis ze dne 23.2.1944.